主要是為了使紗錠沒有鼓包�、平整如一,且必須在槽筒電動機上增加擺頻功能��。
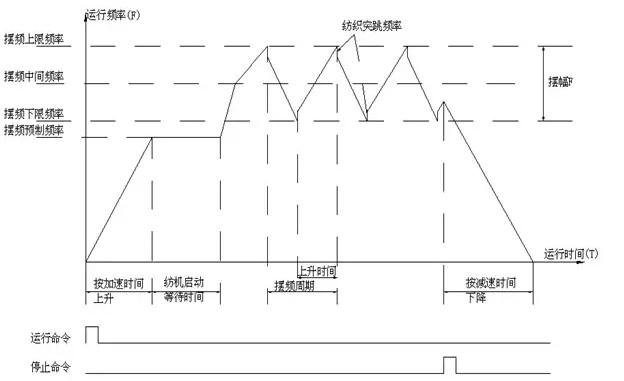
見下圖所示�,120根人造纖維絲線是分成兩組,每組各60根���,且通過羅拉1的牽引力使60個紗錠自由放線��。經(jīng)過加熱��、假捻��、再加熱工藝后���,從而由羅拉2牽引至下道工藝�,且經(jīng)過給假捻后的紗線進行上油工藝后�,且將紗線繞制成最有利于放線運動的的120個紗錠,為后續(xù)深加工提供優(yōu)質(zhì)的半成品0臺電動機均使用380V三相異步電動機且同步啟動����,變頻器1-7、10普通運行����,控制的端子FWD啟動,正轉(zhuǎn)運行���,啟動加速時間1為5.0S��,且運行頻率為30Hz��,變頻器8�、9為擺頻運行,且控制端子FWD啟動�,正轉(zhuǎn)運行,預置運行的頻率15Hz, 中心的頻率為30Hz�����,擺頻上限的頻率為45Hz�����,下限的頻率為15Hz���,突跳頻率為0,啟動加速的時間1為5.0S��,且控制端子DI1手動隨機投入擺頻�,三角波上升時間為5.0S,擺頻周期10.0S����。
由于程序在驅(qū)動器中運行的,所有數(shù)據(jù)均是在驅(qū)動器中交換存儲的��,不需要與外部控制器進行數(shù)據(jù)的交換,運行速度很快�����,到了在一定程度上提高了驅(qū)動器的響應速度�,使控制更精確。且由于程序是在驅(qū)動器中��,程序中的各個拐點的頻率均可以通過相應的驅(qū)動器參數(shù)來設(shè)置�,包括三角波的上升和下降的斜率也可以通過改變驅(qū)動器的加減速時間來改變。從而這樣會針對不同的纖維材料和不同的紗錠大小����,用戶只需根據(jù)需要的設(shè)定對應的參數(shù)就可以實現(xiàn),且不用增加額外的投入�����。
主要地針對紗線易斷的特點���,有必要在應用程序中增加斷線的保護��。從而檢測到紗錠上的線斷了���,這時應該讓驅(qū)動器停止的�����,處理斷線����。驅(qū)動器自帶的可編程輸入端子�,將斷線檢測傳感器的信號輸入到可編程輸入端子,這時驅(qū)動器讀取該信號�����,將其寫入控制的程序��。一旦檢測到斷線����,且控制程序控制驅(qū)動器停止輸出�,并在驅(qū)動器的面板上顯示一個故障代碼,表示斷線��,需要處理��。另外�����,且驅(qū)動器自帶一個RS-485通信接口,可以與上位機等監(jiān)控設(shè)備連接�,輕松實現(xiàn)對設(shè)備的遠程監(jiān)控。
總的來說����, 變頻的驅(qū)動器在擺頻控制中應用,而使得系統(tǒng)簡單易維護����,操作簡單靈活,故障率低�,主要大大的提高了設(shè)備的使用效率,而且投入相對較少的���,完全可取代原機械擺頻的機構(gòu)����,大大的減化了設(shè)備結(jié)構(gòu)��,而不失為一種優(yōu)良的解決方案���。


系我們")
 聯(lián)系人:楊先生手機:13713097581地址:東莞市厚街鎮(zhèn)康樂南路新塘澤美大廈四樓423號
聯(lián)系人:楊先生手機:13713097581地址:東莞市厚街鎮(zhèn)康樂南路新塘澤美大廈四樓423號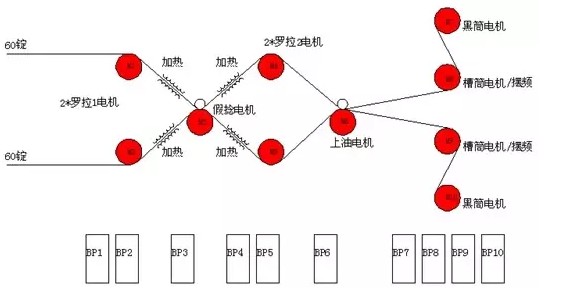

站")


為首頁")

